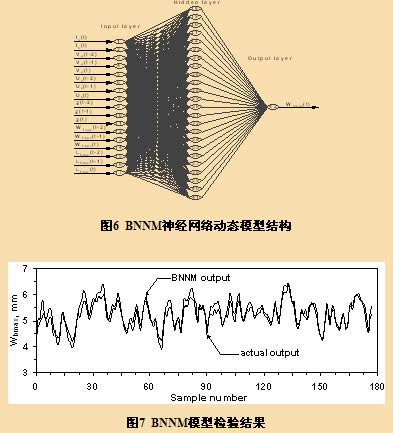
5.3 Modeling the dynamic process of welding pool Due to the nonlinearity, uncertainty, time-varying and strong coupling of the dynamic process of the weld pool, the mathematical model established by the traditional process modeling method cannot be used as an effective controllable model. The main cause of a major problem in the welding and control world. At present, it is believed that the modeling methods for the dynamic process of the weld pool are generally as follows: (1) Based on the analytical mathematical model derived from the theory of heat transfer in weld pool metal, this model is generally described by a number of partial differential equations, which has a large deviation from the actual process. The most important problem is that it is difficult to be used in the design of welding process control systems. . Generally used only for numerical simulation and analysis of welding thermal processes; (2) Mathematical models obtained by the system identification method of classical or modern control theory, such as transfer function and difference equation. Generally used for real-time control of a limited range of welding processes; (3) Artificial neural network modeling method based on neural network approximation theory The neural network model of welding process is obtained. This modeling method requires less knowledge of the process. Usually, the network model can be performed only based on the input and output data of the process. Learning, the resulting model facilitates online learning and control of the system; (4) Knowledge modeling method based on fuzzy set and rough set theory. This method can extract the knowledge law by means of welder experience or directly based on the processing of experimental data measurement, and give a model described in the form of human knowledge. In the understanding of the changing rules of the welding process and the application of intelligent systems. In [22], the traditional mathematical model of the pulse GTAW molten pool dynamic process was identified and analyzed. In [20], the fuzzy logic and neural network modeling methods of the pulsed GTAW molten pool are studied. The corresponding models are shown in the figure, and the validity of the model for real-time control of the process is verified. 1) Extraction of fuzzy control rules for pulsed GTAW docking process [20]: Fuzzy control rules are the basis of fuzzy control system design. The extraction of fuzzy control rules for control objects belongs to the fuzzy system identification problem. In [20], the C-means dynamic clustering algorithm is used to extract the fuzzy control rules of the pulse GTAW docking process. The controlled variable of the pulse GTAW docking process is the maximum melting width of the reverse side of the molten pool, and the control quantity is the pulse duty ratio. According to the process dynamic experimental results [20], the fuzzy control rules are extracted by C-means dynamic clustering method as shown in Table 1: 2) Pulse GTAW molten pool backside widening neural network model BNNM [19], its input vector includes the current maximum melting front Wfmax (t) and maximum half length Lfmax (t) of the molten pool and 17 input parameters such as process parameters, The output of the model is the maximum width Wbmax(t) of the opposite side of the weld pool. The number of hidden layer processing units for the BNNM model is determined to be 24. The structure of the obtained BNNM model is shown in Fig. 6. Fig. 7 is a comparison curve between the expected output value of the training sample and the output value of the BNNM model. The average relative error of the model output is 4.25%, and the mean square error is 3.04%. The model satisfies the accuracy. Claim. 5.4 Intelligent control of welding dynamic process Since the welding process is a time-varying nonlinear system with multiple parameters coupled to each other, the factors affecting the quality of weld formation are numerous and have significant randomness, which is difficult to describe with accurate mathematical models, which makes some linearity in the past. The control methods have disadvantages such as poor adaptability and great dependence on experience to varying degrees. Therefore, the introduction of intelligent control methods in the welding process control is a very suitable approach. Methods using expert systems, fuzzy control, and neural network control have been used. The expert system utilizes the expertise and experience of the controlled object domain, and uses the knowledge representation and reasoning techniques of the artificial intelligence expert system to derive control actions. Fuzzy control is an early form of intelligent control. It absorbs the ambiguity of human thinking, and uses the functions of membership function, fuzzy relation, fuzzy reasoning and decision making in fuzzy mathematics to obtain control actions. Neural network control is the study and utilization of certain structures and mechanisms of the human brain as well as human knowledge and experience on system control. It is the penetration of neural networks as a way of artificial intelligence in the field of control. With the self-organizing ability and mapping of pattern recognition and the increasing decision-making ability, neural networks have shown great potential advantages for intelligent control design and implementation. From the mid-1980s, foreign countries began to study the application of fuzzy control in welding. Some researchers have used self-organized fuzzy control to carry out MIG welding seam tracking research; using visual sensors to sense molten pool information, using Fuzzy control method to control The melting width of pulsed MIG welding; the parameter planning of arc welding robot is carried out by fuzzy control; the fuzzy control of arc voltage parameters during the welding process of pulsed gas metal arc welding and the fuzzy control process of CO2 welding process parameters are studied. Wait. Previous Next Other Nonwoven Fabric For Agriculture Nonwoven Plant Cover,Nonwoven Fabric For Agriculture,Nonwoven Banana Bags non woven fabric protection cover Co., Ltd. , http://www.nonwfabric.com