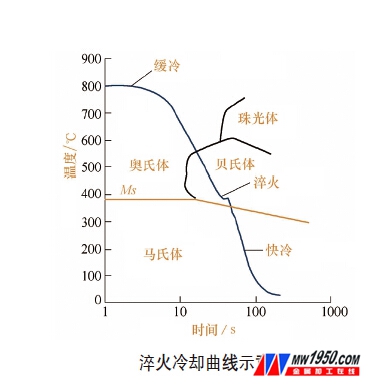
Low pressure carburizing technology Since 2003, our company has introduced the ICBP series low-pressure carburizing furnace produced by France ECM Company. The gear carburizing adopts low-pressure carburizing and high-pressure gas quenching technology. The application of this technology has the following advantages: (1) The Infracarb low-pressure carburizing process has a faster carburizing speed than the controlled atmosphere, and the same permeation layer requirement can save 30% of the process time compared with the general multi-purpose furnace. (2) The ICBP-configured calculation control system precisely controls the process parameters to accurately control the depth of the layer and the surface carbon concentration under very narrow tolerance requirements. (3) In addition, the low-pressure carburized workpiece has good quality, bright surface, no intergranular oxidation, high bending fatigue strength and strong wear resistance. (4) The application of gas quenching technology solves the pollution problem of conventional quenching oil, energy saving and environmental protection. (5) The vacuum carburizing ability is stronger, especially in the case of using acetylene as a carburizing medium, it has superior penetration ability to blind hole parts. Application of low pressure carburizing and high pressure gas quenching technology The use of high pressure nitrogen quenching instead of oil quenching has become another technical highlight of the low pressure carburizing process. Nitrogen is an inert gas that has no effect on the ecological environment and does not leave any residue on the workpiece or in the quenching furnace. Therefore, it is not necessary to invest in equipment such as washing machines or fire monitoring systems, and the production operation cost is reduced. The most important feature of gas quenching is the stage of quenching and no steam film. The heat transfer of the workpiece during the quenching process is more uniform and the deformation law is stronger. Application of high-pressure nitrogen stage quenching process: isothermal is performed near the Ms point to reduce the temperature difference between the surface and the core of the part, so that the subsequent martensite transformation produces less stress deformation. For different furnace loading, material hardenability and product requirements, ECM vacuum furnace uses the latest variable frequency drive technology, gas injection pressure 0~20bar (1bar=105Pa), two 130kW motors, 0~100% can be regular Tune. With these two advantages, the quenching cooling process and the CCT curve can be made as close as possible, avoiding the critical stages that are easily generated by some deformations (see figure). It is more flexible in controlling the hardness and deformation of the parts after quenching, which provides a powerful guarantee for the realization of the gas quenching process. Low-pressure carburizing generally adopts pulse type, that is, strong seepage→diffusion→strong seepage→diffusion, and the required depth of the layer is achieved after repeated cycles. After using acetylene as a carburizing agent, its penetration ability is stronger. According to the cracking characteristics of acetylene, the pulse flow rate of acetylene is about 1/2 of the propane flow rate, the vacuum degree of carburizing is higher, and the pumping speed is faster. The enrichment rate of acetylene is higher than that of propane, and the carbon adsorption capacity is stronger. Under the same pulse beat, the acetylene process can achieve higher carbon concentration and carburization depth. Under the same process parameters, the acetylene has a short pulse beat and a large number of beats, which helps to obtain a uniform carburized layer, especially for the elongated blind holes. Problems in low pressure vacuum carburizing and high pressure gas quenching technology Infracarb low-pressure carburizing process has been promoted since the 1990s. Internationally renowned equipment manufacturers include ECM, ALD, CIEFFE and other companies. The domestic manufacturers have great gaps in capabilities. Due to the application of a large number of new processes and new technologies, even imported equipment has many problems: 1 The degree of automation of the equipment is high, resulting in high equipment failure rate. 2 The cooling capacity of high-pressure gas quenching has certain limitations, and there are certain requirements on the material hardenability and size of the parts. 3 vacuum carburizing requires high cleanliness of parts, otherwise it will affect the carburizing effect. 4 High-pressure gas quenching puts forward higher requirements on the heat treatment rack and the placement of parts. 5 Compared with the traditional carburizing heat treatment, the input and maintenance costs of the equipment are higher. DOT-C2 Conspicuity Marking Tape Daoming Optics & Chemical Co., Ltd , https://www.reflectives.nl
Author: Shanghai Automobile Gear heat treatment technology chief Zhu Yongxin