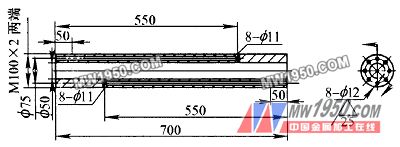
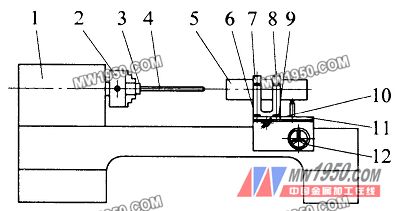
Our company has a set of parts as shown in Figure 1. When processing 8-12mm holes, it is processed on Z50 radial drilling machine and special clamping workbench. With this method, workers have high labor intensity and low work efficiency. Later, we converted a C620-1 lathe into a deep hole drilling machine with a drill-hole part, which solved the above problems better. The drilled holes meet the requirements of the drawings and the efficiency is improved by more than 4 times. Its transformation structure is shown in Figure 2. Figure 1 Reversing valve Figure 2 Schematic diagram of the modified structure 1. Spindle box 2. Chuck 3. Special drill sleeve 4. Drill 5. Workpiece 6. Medium slide 7. Pressing device 8, 9 fastening screws 10. Longitudinal feed handle 11. Positioning device 12. Lateral feed handle 1. Structural modification When making modifications, first remove the square knife holder, turntable, small slide and middle slide. According to the structural requirements, a middle slide plate 6, a special drill sleeve 3, a workpiece pressing device 7 and a positioning device 11 are reconfigured. The workpiece pressing device 7 is mounted on the middle slide plate 6 by fastening screws 9, and the positioning device 11 is mounted on the middle slide plate. On the 6th, the positioning device 11 can be vertically expanded and contracted by the internal spring. 2. Instructions for use During processing, the workpiece is required to be scribed according to the pattern, drilled into a hole of 8-11 mm, and then the workpiece 5 is mounted on the pressing device 7, and the workpiece 5 is fixed by the positioning device 11 with a hole of 11 mm of the workpiece, so that the workpiece 5 is to be drilled. The position of the two holes is exactly at the horizontal position of the center line of the lathe spindle, and the other two are in the vertical position; the workpiece 5 is pressed by the pressing plate 8 with the fastening screw 8 on the pressing device; the special drill sleeve 3 is loaded into the chuck 2 clamping; the drill bit 4 is mounted in the special drill sleeve 3. The longitudinal feed handle 10 is manipulated such that the centerline of the drill bit 4 coincides with the centerline of a horizontal hole to be drilled; the lateral feed handle 12 is rocked for drilling (or motorized feed). After one hole is machined, the longitudinal feed handle 10 is manipulated to advance or retreat by 75 mm to machine the second horizontal hole. After the two holes are finished, the fastening screw 8 and the positioning device 11 are loosened, the workpiece 5 is rotated by 90°, the positioning device 11 is positioned again, and the fastening screw 8 is tightened to complete the processing of the other two holes. After the 4 holes at one end are processed, the other end is machined to 4 holes. When a batch of workpieces are processed, the modified part is removed, and then the original slide, small skateboard, turntable and square knife holder are installed, and the lathe is restored to its original appearance. 3. Precautions (1) The horizontal centerline of the workpiece should be aligned with the horizontal centerline of the lathe. To reduce the workpiece adjustment time. (2) Do not oversize the cutting amount, and have the cutting fluid to cool. (3) Do not oversize a cutting stroke, and always retract the chip. For more exciting articles, please refer to "Metal Processing" Cold Processing 2008 No. 2 Ungrouped,High Quality Ungrouped,Ungrouped Details, Changzhou Wujin Xinda Plastic Reels Co., Ltd. plastic spools model Co., Ltd. , http://www.wire-spool.com